VCROLL
Our VCROLLTM is a unique roll that offers significant improvements in the shaping performance of the steel sheet during rolling. Its most remarkable feature is that a variable crown mechanism has been incorporated into the roll itself to provide the proper crown according to roll displacement due to the rolling load.
The VCROLLTM system consists of the VCROLLTM, a hydraulic system, and a control console and operating panel. Its high responsiveness can be even more effectively exploited if it is combined with an automatic flatness control system (AFC).
The VCROLLTM can be applied to a wide range of various types of new and existing rolling mills, such as 2-high rolling mills and 4-high rolling mills. It is widely applied not only in steel mills, but also in aluminum and copper rolling mills. We independently researched and developed the VCROLLTM based on our roll manufacturing technology and rolling technology. It is highly regarded in related industries.

Characteristics
- Provides high performance in shape control and crown control
- Highly responsive rolling control
- Easily incorporated into AFC systemsM
- Easy to operate and maintain
- Can be applied to existing mills without modification
Explore
Effect
By utilizing VCROLLTM, customers can enjoy not only the basic effectiveness of shape-control, but various additional merits, resulting in tremendous overall improvements across sheet rolling operations.
- Benefits and effects
-
- Improved quality of rolled material
- Reduced scrap and degradation
- Yield Enhancement
- Improved roll output
- Decreased roll inventory
- Improved operability and productivity
Structure
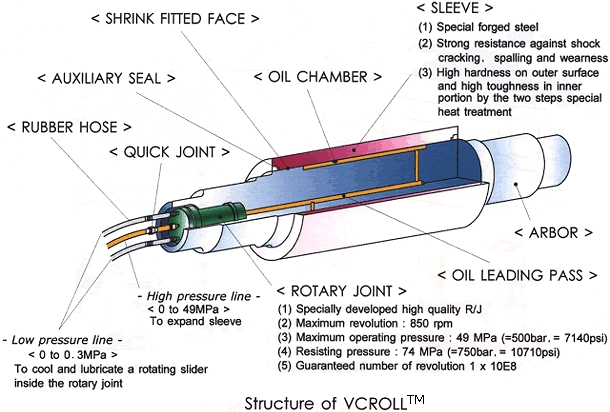
The VCROLLTM consists of a sleeve, arbors, and a rotary joint. The sleeve is shrink-fitted over the arbor, and the rotary joint is located at the end of the arbor. A cylindrical clearance is provided between the sleeve and arbor as an oil chamber, and an oil passage at the center of the arbor directs oil to the chamber.
High-pressure oil fed from a hydraulic unit to the oil chamber through the oil passage in the arbor finally expands the diameter of the sleeve at its center.
The sleeve and arbor are made of special forged steel, and the outer surface of the sleeve is highly hardened. The inner portion of the sleeve is heat treated in two-stages to ensure a high degree of toughness. The function of the rotary joint, specially developed for exclusive use in the VCROLLTM, is to supply oil into the roll from the hydraulic unit, while allowing roll rotation. There are three ports, one for high-pressurized oil, and two for low-pressure oil used for lubrication and cooling, respectively. These are connected through easily detachable joints. In this way, the VCROLLTM is highly reliable and easy to operate and maintain.
Systems segment
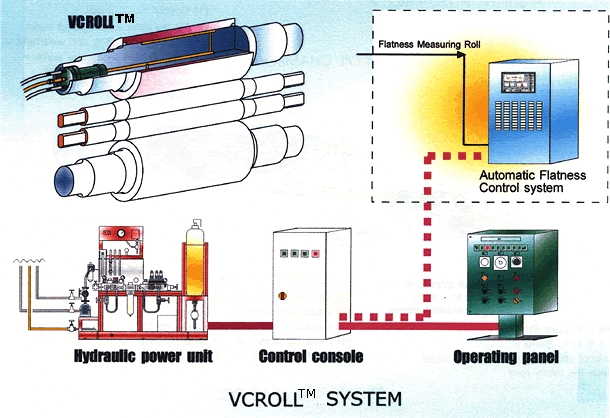
The VCROLLTM system consists of the VCROLLTM, a hydraulic unit, and a control console and operating panel. Thanks to this high response capacity, it is easily incorporated into an automatic flatness control system (AFC)
Hydraulic unit
The hydraulic unit for the VCROLLTM maintains the primary circuit pressure at 20 MPa, and uses a booster to supply oil under a controlled, adjustable range of 0 to 49 MPa to the VCROLLTM through a secondary circuit.
Under any abnormal circumstances, the secondary high-pressure oil is returned directly to the tank through an emergency circuit. If there is ever a problem with the pressure sensors or servo valves, the pump is stopped, and a redundant safety strategy is employed between the booster and pressure sensors to prevent the secondary pressure from rising above 49 MPa.
The pressure inside the roll is directly measured by pressure sensors, and when integrated into an automatic flatness control system, the pressure is returned to a control unit, which performs accurate and high-speed control of the system.
Function
Function of the VCROLLTM
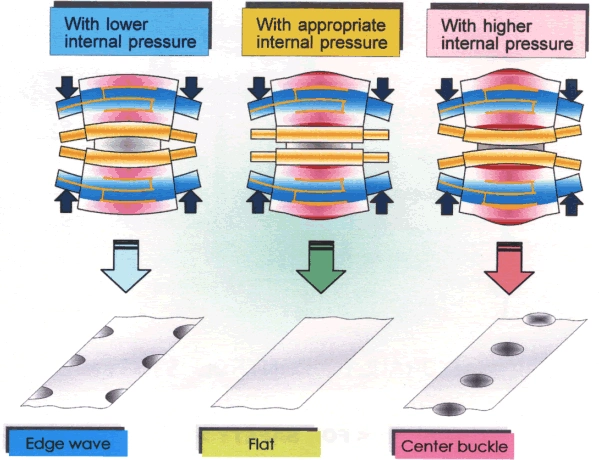
The VCROLLTM can instantaneously change the crown by the hydraulic force applied to its interior, thus allowing the operator to promptly control the shape of the rolled material without interrupting operation.
If edge waves are observed in the rolled material, the pressure is increased until the material flattens out. Conversely, if center buckling is observed in the material, the pressure is decreased until the material becomes flat. Of course, these controls are conducted automatically if an automatic flatness control system is installed.
The VCROLLTM could be called an actuator with a very simple structure. It is very easy for operators to work with. In other words, introducing the VCROLLTM can immediately yield tremendous improvements in the shape of rolled products, which surely results in substantial benefit for customers.
For further product information
Product Quotes, and inquiries without complete information required in inquiry form may not be responded to. Selection of inquiries for reply online is at the sole discretion of Nippon Steel. We appreciate your understanding.
*Inquiring Rails