平成17年度(社)発明協会大阪支部『大阪優秀発明賞』ダブル受賞について
受賞題目:「左右非対称継手を有する近接用土留め鋼材」「連続鋳造機鋳型内湯面レベル制御装置」
2006/01/18
- 住友金属工業株式会社
当社は本日(1月18日)、(社)発明協会大阪支部から平成17年度『大阪優秀発明賞』を受賞した。同賞は、優秀な発明を完成し、日本の科学技術の確立に寄与した大阪地区の会社の人々の功績を(社)発明協会大阪支部が毎年顕彰しているものである。 今回、当社は「左右非対称継手を有する近接用土留め鋼材」並びに「連続鋳造機鋳型内湯面レベル制御装置」でダブル受賞を果たした。
記
「左右非対称継手を有する近接用土留め鋼材」
1.受賞者
当社 :増田 敏聡(東京本社建設技術部 参事)
鹿野 裕(博士(エネルギー科学)、東京本社建設技術部 参事、発明当時:鹿島製鉄所在籍)
当社外:阿部 幸夫(住友金属建材(株)、発明当時:住友金属工業(株)建設技術部在籍)
古市 潤二((株)特許デイタセンター、発明当時:住友金属工業(株)建設技術部在籍)
中里 卓三(発明当時:住友金属工業(株)建設技術部在籍)
野中 健児(大和鋼業(株)、発明当時:住友金属工業(株)建設技術部在籍)
2.本発明の背景
本発明は、近接用土留め鋼材に関するもので、おもに都市部の中低層ビル用土留め壁(注1)や河川・排水路等の護岸壁として用いられ、さらに住宅の地下室、都市の共同溝等地下構造体の耐力壁(注2)や土留め壁としての用途に適した鋼材に関するものである。従来のU形鋼矢板(注3)を都市部の狭隘地において土留め壁や耐力壁として用いる場合、
(1)工事スペースの確保が困難
(2)壁厚が厚くなるため利用可能な敷地面積が狭くなり不経済
(3)土留め壁を地上建屋等の上部構造の基礎として兼用することが困難
(4)壁面に継手部が露出するため景観性が損なわれる
といった課題があり、これらの課題を解決し、近接施工性と施工効率に優れた高性能な鋼矢板が望まれていた。
3.本発明の特長
本発明の近接用土留め鋼材(以下、商品名:SM-Jパイル)は、以下の特長を有する。
(1)両端の継手形状が左右非対称で横断面形状を同一方向に揃えて直線上に結合可能とすることで、敷地限度いっぱいに打設(近接施工)することが可能で、土地の有効スペースが拡大できるほか、土壌の掘削量や建設資材の削減による工期短縮、施工コスト低減が図れる。(図1、写真1参照)
(2)両端の継手部近傍にフラット部を設け当該フラット部を把持して打設することで、打設時の鋼矢板の変形・回転を防止し、打設性と施工精度の向上が可能となる。
(3)従来のU形鋼矢板と異なり、複数の鋼矢板を連結して矢板壁を構築した際に継手部が最外縁に位置するため、矢板壁の設計時に継手効率(注4)の低下を考慮することなく継手効率100%として経済的な設計が可能となる。
また、SM-Jパイルは、油圧式圧入機を用いて地中に打設するため、打設時に騒音や振動が発生することがなく環境にやさしい製品であり、国内のみならず香港、英国に輸出され施工された実績がある。さらに、SM-Jパイルは熱間圧延により世界ではじめて実用化された、近接用土留め鋼材であり、国際特許を11カ国で取得しており、平成17年度関東地方発明表彰(発明奨励賞)に引続いての受賞となる。
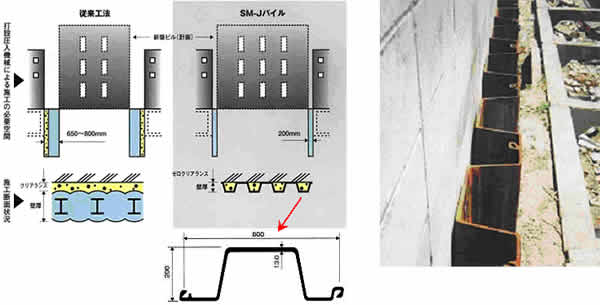
図1 SM-Jパイルとその特長 写真1 SM-Jパイルの施工状況
<解説>
(注1)土留め壁 :土木工事中に周辺地盤が崩壊するのを防ぐために地中に造成する壁。
(注2)耐力壁 :鉛直荷重や水平荷重に抵抗する壁。
(注3)U形鋼矢板:断面がU形の鋼矢板。
(注4)継手効率 :U形鋼矢板が面外に曲げ荷重を受けると、壁体の中心に位置する継手は材軸方向にズレようとし、隣り合ったU形鋼矢板は一体としての働きを期待できない。この継手のズレの影響を評価する方法として、係数を乗じて断面性能を低減する方法があり、この時の係数が継手効率と呼ばれるもの。継手効率の値は基準により異なるが、断面二次モーメント(I)に対して0.45~0.8、断面係数(Z)に対して0.6~1.0程度の値が用いられる。
「連続鋳造機鋳型内湯面レベル制御装置」
1.受賞者
当社 :北田 宏(博士(情報学)、総合技術研究所 主任研究員)
当社外:岡 正彦(ダイハツ工業(株)、発明当時:住友金属工業(株)総合技術研究所在籍)
2.本発明の背景
本発明は、連続鋳造機において、鋳型内溶鋼湯面レベル(注5)の周期的な変動抑制に有効な、鋳型内湯面レベル制御装置(注6)に関するものである。連続鋳造機では、鋳型内湯面レベルを一定値に保つために鋳型への溶鋼注入流量を調節する鋳型内湯面レベル制御が常に行われる。本制御には湯面レベルの変動幅を±5mm以内に保つ精密さが必要で、大きな変動は製品品質に悪影響を与えるだけでなく操業の安定性を損なう。したがって、本制御技術は連続鋳造にとり非常に重要な技術である。
製造する鋼の種類によっては、鋳造速度を上げると強い周期性と大きな振幅を持つ湯面レベル変動が発生することがある。この湯面レベル変動は鋳片凝固シェル(注7)のバルジング(注8)の大きさ(以下、バルジング量)が変動して、鋳型に注入する溶鋼流量と鋳片引抜による鋳型からの溶鋼流出量のバランスが周期的に乱されるために生じるもので、「非定常バルジング性変動」とよばれる(図2)。
従来の湯面レベル制御装置は、湯面レベル目標値や鋳造速度変更に対応する定値制御機能(注9)しか持たないため、周期的な非定常バルジング性変動を抑制することは不可能だった。そのため、周期的変動が発生した場合には、鋳造速度を下げたり鋳造を中止しなければならず、この問題を解決できる鋳型内湯面レベル制御装置が望まれていた。
3.本発明の特長
本発明の湯面レベル制御装置は、任意周期の非定常バルジング性変動を抑制し、湯面レベル制御精度改善による鋳造速度向上および製品品質安定化を可能とする。本制御装置は、鹿島製鉄所の全連続鋳造機に適用され、平均鋳造速度上昇による生産効率向上に貢献した。
本発明の制御装置はさらに以下の特長を有する。
(1) 湯面レベル測定値を用いて、鋳型内溶鋼の注入量と流出量のバランスをつり合わせるように湯面レベル変動の数学モデルに基づき溶鋼注入ノズルの開き具合を調節するため、任意の大きさのバルジング量変動に対して湯面レベルの周期的変動を抑制することが可能となる。
(2) 周期的変動を抑制する機能は、従来制御装置における定値制御機能によるノズルの開き具合を補正する「補正値演算部」を付加する形で構成される。
「補正値演算部」は、その動作を表す定数を設定することにより、レベル変動周期に合わせて抑制対象とする周波数を任意に変更でき、さらに周期的レベル変動の抑制性能を定値制御から連続的に高めることが可能である。さらに「補正値演算部」の動作を表す定数を自動的に調整する機構を加えることにより、常に湯面レベル制御精度を良好に保つことが可能となる。
(注5)鋳型内溶鋼湯面レベル :鋳型内溶鋼表面の位置のこと。連続鋳造機操業中は常に湯面レベル計によりその高さを測定する。
(注6)鋳型内湯面レベル制御装置:鋳片引抜による鋳型からの溶鋼流出に対して、鋳型に注入する溶鋼流量が一致するように、ノズルの開き具合を調節して、湯面レベルを目標値に保つ装置。
(注7)凝固シェル :凝固中の鋳片の外殻のこと。
(注8)バルジング :鋳型から引抜いた鋳片は複数のロールを並べて挟み込む形で支持されるため、鋳片内部の凝固していない溶鋼の重力によりロール間で凝固シェルが膨らむ現象である。
(注9)定値制御機能 :湯面レベル目標値や鋳造速度の変更など、鋳型内溶鋼収支の一時的乱れを補償する制御機能。非定常バルジングのように常に変動する乱れは補償できない。
以 上