![]()
![]()

冷間圧造(CH)・ボルト用鋼
日本製鉄の冷間圧造(CH)・ボルト用鋼
当社は、2012年の会社統合以前から、旧両社において冷間圧造用鋼を重要な事業分野と位置付け、積極的な商品開発を進めてまいりました。
具体的には、公的規格をベースに化学成分の詳細設計等の幅広いカスタマイズを付加することに加えて、独自の開発鋼を多数商品化しており、お客様の加工条件やお客様製品の必要特性にあわせた、きめ細かな対応が可能です。
今回ご紹介するボルト用鋼の分野は冷間鍛造用鋼の代表的なカテゴリーの一つで、主に当社の線材に二次加工を施したワイヤーを鍛造して製品となります。当社では、統合により厚みを増した豊富な商品バリエーションと二次加工体制のグローバル展開との組み合わせにより、今後もお客様のニーズにお応えして参ります。
『高強度化』に資する商品
お客様のうれしさ、お客様の要求特性や、製造条件に合わせた商品メニューの選択が可能です
高強度耐遅れ破壊鋼
ADS®シリーズ [必要加工工程:非リン皮膜潤滑推奨]
[必要加工工程:非リン皮膜潤滑推奨]
- 下記の表は左右にスクロールしてご覧になれます。
| 熱処理の しやすさ |
強度 | 用途 | 日本製鉄記号 | 化学成分(%)代表例 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ベース | C | Si | Mn | P | S | Cr | Mo | others | ||||
| ◎ | ○ -12T |
フランジボルト 六角ボルト コンロッドボルト シリンダーボルト 各種自動車用ボルト 土木・建築用ボルト |
ADS | 1 | 0.33 -0.38 |
0.15 -0.35 |
0.60 -0.85 |
0.015 以下 |
0.010 以下 |
0.90 -1.20 |
0.20 -0.30 |
- |
| 2 | 0.33 -0.38 |
0.15 -0.35 |
0.25 -0.45 |
0.012 以下 |
0.010 以下 |
1.15 -1.35 |
0.35 -0.45 |
添加 | ||||
MB®シリーズ [必要加工工程:ボルト熱処理条件設定 非リン皮膜潤滑推奨]
[必要加工工程:ボルト熱処理条件設定 非リン皮膜潤滑推奨]
- 下記の表は左右にスクロールしてご覧になれます。
| 熱処理の しやすさ |
強度 | 用途 | 日本製鉄記号 | 化学成分(%)代表例 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ベース | C | Si | Mn | P | S | Cr | Mo | others | ||||
| ○ (高温焼入れ) |
◎ -14T |
フランジボルト 六角ボルト コンロッドボルト シリンダーボルト 各種自動車用ボルト 土木・建築用ボルト |
MB | 12 | 0.35 -0.40 |
0.15 以下 |
0.55 -0.75 |
0.015 以下 |
0.010 以下 |
1.10 -1.30 |
0.15 -0.35 |
添加 |
| 14 | 0.38 -0.42 |
0.1 以下 |
0.40 -0.60 |
0.010 以下 |
0.010 以下 |
1.20 -1.40 |
0.60 -0.80 |
添加 | ||||
| ※ MB14:代表商品名 スーパーハイテンションボルト® | ||||||||||||
『工程省略』に資する商品
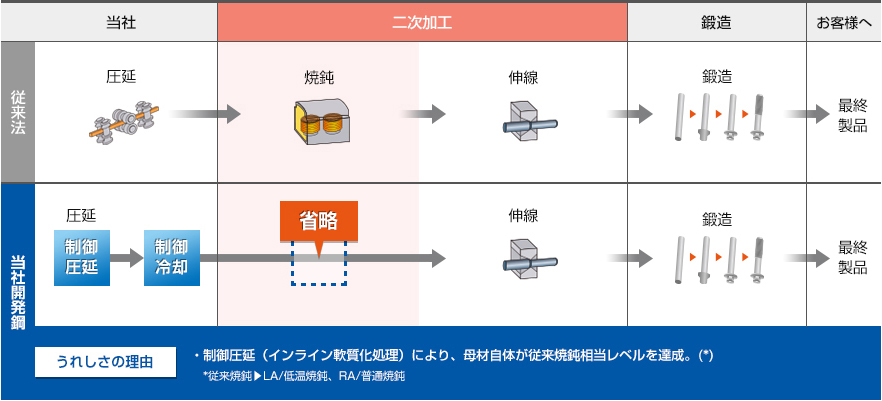
DS線材・DL線材 新軟質線材[圧延後 軟質化タイプ]
新軟質線材[圧延後 軟質化タイプ]
| 工法(設備) | DS(Direct Softing)、DL(Direct Low temperature annealing) |
| 用途 | ボルト、ナット、ピン、ピストンロットなど |
| 製造プロセス |
お客様のうれしさ
コスト
二次加工時 伸線前の焼鈍省略が可能
お客様のうれしさ
コスト
二次加工時 金型が長寿命化(※加工条件による)
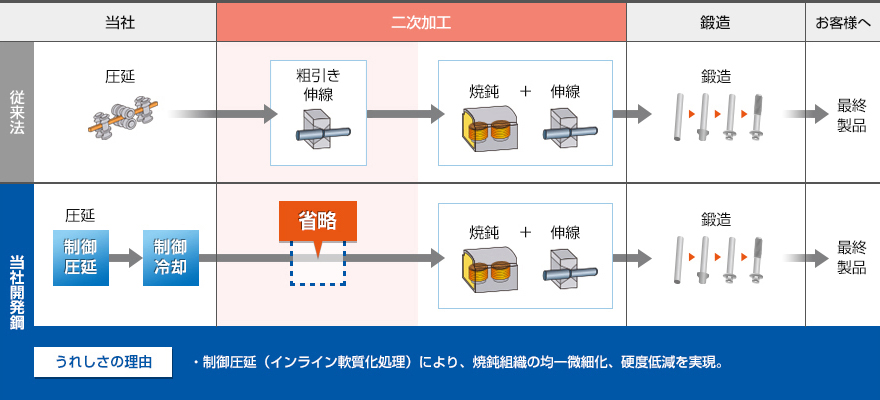
EC線材 新軟質線材 [焼鈍後 軟質化タイプ]
新軟質線材 [焼鈍後 軟質化タイプ]
| 工法(設備) | EC{EDC(Easy Drawing Conveyor)+Controlled Rolling} |
| 用途 | ボルト、ナット、ピン、ピストンロットなど すべての用途 |
| 製造プロセス |
お客様のうれしさ
コスト
粗引き工程省略が可能
お客様のうれしさ
品質
鍛造前硬度低減により金型が長寿命化(※加工条件による)
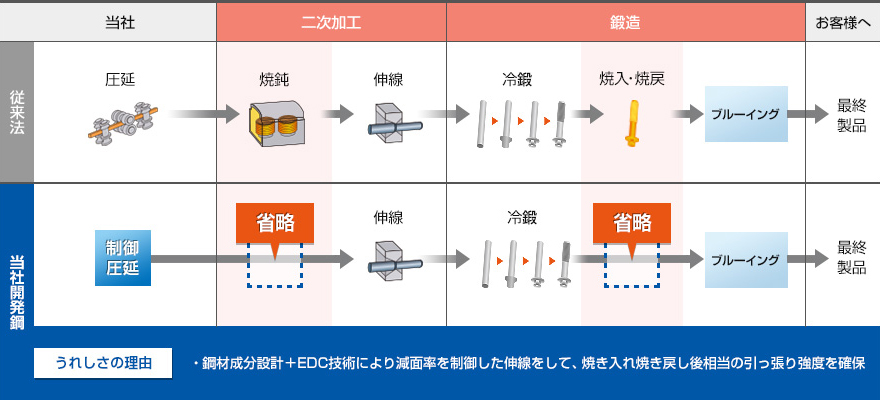
NHF® 高強度非調質線材(NHF)
高強度非調質線材(NHF)
| 工法(設備) | 鋼材成分設計+EDC(Easy Drawing Conveyor) |
| 用途 | 7T、8T強度…六角ボルト、フランジボルトなど 10T、10.9強度…スタッドボルト、Uボルトなど |
| 製造プロセス |
お客様のうれしさ
コスト・品質
焼鈍・焼入焼戻の省略と、高強度を両立
お客様のうれしさ
品質
長尺ボルトでも歪低減を実現