鋼管圧延技術


シームレスパイプは継ぎ目のない鋼管です。一般的な鋼管は、平らな鋼板を丸めて、その端面を接合して製造します。接合の方法によって、溶接管、電縫管、鍛接管などいろいろの種類があります。その接合部が無いので、パイプの全周にわたって均一、というパイプ本来の性能を発揮できるのが、シームレスパイプです。
シームレスパイプにはいくつかの製造方法がありますが、ビレットと呼ぶ丸太状のかたちをした鋼の塊を真っ赤になるまで加熱して、その中心を工具で押しひろげて中空のパイプを作る方法(ピアシングと呼びます)が最も一般的です。開発したドイツの会社の名前を取って、マンネスマン法とも呼びます。
ピアシングでシームレスパイプを作るときには、表面や内面に傷が発生しやすいのです。合金化した強度の高い素材でシームレスパイプを作ろうとすると、傷の発生はますます増え、これがマンネスマン法の弱点になっていたのです。これを克服する画期的な製造法が「高交叉角拡管穿孔法」です。
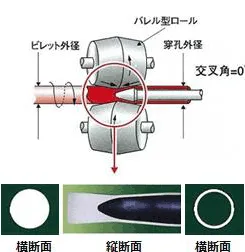
従来のピアシングの模式図がこれです。ピアシング前後の断面を比べてください。ピアシングによって断面積が激減しているのがおわかりになるでしょうか?川が流れるときに「水の断面積の大きい淵ではゆっくり流れ、断面積の小さくなる浅瀬では早く流れる」ことを思い出してください。同じ原理で、メタルの流れはピアシングの瞬間に淵から浅瀬に移って、急加速していたのです。ところがそれを支えるロールの形は前後対称、従ってロールは前後どこでも同じスピードで動いて、加速するメタルと、スピードの合わない個所で激しくこすれざるをえません。これが傷の原因だったのです。
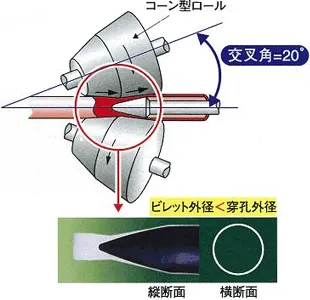
これを解決したのが高交叉角拡管ピアサーです。ロールの配置に角度をつけて、形をコーン型にしました。コーン型の特徴は「ロールの後ろ(図では右)にいくほどその直径・円周が大きい」ということです。ロールが回転したときに、後ろに行くほど大きな円周のロールで、つまり早いスピードで圧延できるのです。先ほど説明した「メタルの加速」と同期した圧延ロールです。何だ、当たり前ではないか、と思うかもしれません。すべての技術や発明は出来上がってしまえば、皆当たり前です。この当たり前を考案・実現できたのは、当社だけなのです。
「高交叉角」は説明しました。それでは「拡管」はどうでしょう。これも図をご覧ください。ピアシングの際にパイプの外径を押し広げる(拡管)形になっているのがわかりますか?これでふたつのメリットが生まれました。ひとつ、断面図でわかるように従来よりもピアシング前後の断面積減少が緩やかになりました。これでメタルの加速が緩やかになり、コーン型ロールで追いかけやすくなったのです。二つめは、拡管する時の圧延加工が素材を鍛えるため、より強い鋼管が作れるようになったということです。
高交叉角拡管穿孔技術は、マンネスマン式で製造するシームレスパイプの品質を飛躍的に向上させただけではありません。従来、マンネスマン法では不可能とされてきた加工の難しい素材も高交叉角拡管穿孔法ならシームレスパイプ製造可能になり、シームレスパイプの世界を大きく広げたのです。